La rosca NPT aparece en manómetros, racores hidráulicos, válvulas, compresores y accesorios neumáticos, así que entenderla evita fugas, compras equivocadas y horas perdidas en el banco de trabajo. En pocas palabras, hablamos de una rosca cónica pensada para tuberías y conexiones de fluido, no de una rosca métrica de tornillería. Aquí te explico qué significa, cómo reconocerla, dónde se usa y por qué conviene no mezclarla con BSP, BSPT o métrica.
Lo esencial que conviene tener claro antes de montar una conexión NPT
- NPT es una familia de roscas cónicas para tubería definida por la norma ASME B1.20.1.
- El sellado no depende solo del apriete: también hace falta un sellador o cinta PTFE en la mayoría de montajes.
- Su geometría típica es de 60° y con una conicidad de 1° 47' por lado.
- Es muy habitual en neumática, hidráulica, manómetros, compresores y equipos importados.
- NPTF, BSP, BSPT y rosca métrica se parecen, pero no son intercambiables.
Qué significa NPT y por qué aparece tanto en mecánica
Cuando explico el significado de NPT, prefiero traducir la sigla a su función real: una rosca para unir y sellar conductos. NPT suele leerse como National Pipe Thread, aunque en la práctica la referencia técnica completa es la familia estadounidense de roscas cónicas para tubería recogida en ASME B1.20.1.
La diferencia con una rosca “normal” es importante. Aquí no busco solo fijación mecánica, sino estanqueidad. La rosca va cerrando la unión conforme avanza, de modo que el ajuste entre macho y hembra ayuda al sellado, pero no lo resuelve por sí solo. Por eso NPT aparece tanto en taller: donde hay aire, aceite, agua o presión, hay una buena probabilidad de encontrarla.
Yo la asocio sobre todo a piezas de servicio y a componentes que se desmontan con frecuencia. No es una rosca de tornillería estructural; es una solución pensada para fluidos, mantenimiento y conexiones técnicas. Con eso claro, merece la pena ver cómo reconocerla sin depender solo de la intuición.
Cómo reconocer una rosca NPT sin desmontar medio taller
La forma más fiable de identificar NPT es mirar tres pistas a la vez: conicidad, paso y aplicación. Su filete tiene un ángulo de 60° y la conicidad estándar es de 3/4 de pulgada por pie, equivalente a un ángulo de 1° 47' por lado. Esa geometría hace que la pieza “entre” cada vez más justa conforme avanza, algo que una rosca recta no hace.
Yo suelo llevar un peine de roscas y un calibre pequeño en el cajón de medición; con eso ya descarto la mitad de los errores. Lo que más confunde a la gente es que la medida nominal no coincide con el diámetro exterior real. Un 1/4 NPT no “mide” 1/4 de pulgada por fuera, y ese malentendido genera más de una compra fallida.
| Tamaño nominal | Hilos por pulgada | Uso habitual en taller |
|---|---|---|
| 1/8 NPT | 27 | Manómetros, purgas, sensores pequeños |
| 1/4 NPT | 18 | Compresores, neumática ligera, accesorios de presión |
| 3/8 NPT | 18 | Líneas auxiliares, filtros, válvulas |
| 1/2 NPT | 14 | Colectores, distribuidores, caudal medio |
| 3/4 NPT | 14 | Instalaciones fijas y líneas de servicio |
| 1 NPT | 11 1/2 | Mayor caudal y equipos de mayor tamaño |
Si la pieza trabaja con fluidos y la rosca es cónica, NPT entra en la lista de sospechosos. En cuanto la reconoces bien, ya puedes pasar a la parte donde de verdad se gana o se pierde tiempo: en qué equipos del taller aparece y qué exige al montar.
En qué equipos de taller aparece más a menudo
En un taller mecánico, neumático o hidráulico, NPT suele aparecer en todo lo que combina presión, servicio y desmontaje. Yo la veo sobre todo en componentes importados y en accesorios donde el fabricante ha buscado una conexión robusta y bastante universal dentro del estándar americano.| Equipo o sistema | Zona donde aparece | Qué pasa si te equivocas |
|---|---|---|
| Compresor de aire | Salida, presostato, purga | Fugas, ciclos raros y pérdida de caudal |
| Manómetro o vacuómetro | Toma de presión y adaptadores | Lecturas poco fiables o pérdida de fluido |
| Colector hidráulico | Puertos de entrada y salida | Microfugas y caída de presión |
| Reguladores y filtros | Entradas, salidas y drenajes | Mantenimiento más lento y peor control |
| Pistolas y sopladores | Racores y adaptadores | Consumo de aire alto y montaje inestable |
| Bancos de prueba | Sensores, válvulas y tomas auxiliares | Ensayos poco fiables y fugas difíciles de rastrear |
Mi criterio aquí es sencillo: si el componente pertenece al circuito de servicio, al banco de pruebas o a la parte “americana” de la máquina, reviso antes NPT que métrica. Y para montarla bien, hace falta algo más que acertar la medida.
Qué herramientas y consumibles hacen falta para trabajarlas bien
Para trabajar NPT con solvencia no basta con una llave. Yo separo el trabajo en cuatro bloques: identificar, mecanizar, sellar y verificar. Si uno falla, la fuga suele aparecer después, cuando ya todo está montado y cuesta más corregirlo.
- Peine o galga de roscas: sirve para confirmar el paso antes de pedir el racor.
- Calibre: ayuda a medir, pero no sustituye a la galga ni identifica por sí solo el estándar.
- Machuelo NPT: útil para reparar o crear la rosca interna correcta en un cuerpo compatible.
- Terraja NPT: necesaria para una rosca externa bien cortada, siempre que la pieza lo permita.
- Sellador de roscas o cinta PTFE: en la mayoría de conexiones cónicas ayuda a cerrar microfugas y a evitar gripados.
- Llave de apriete controlado: no siempre hace falta una dinamométrica, pero sí evitar el “hasta que no entre más”.
Hay un detalle que yo no paso por alto: la cinta o la pasta no corrigen una rosca dañada. Solo ayudan a sellar una unión que ya es correcta. Además, si la conexión ya sella por junta tórica, asiento plano o cono, añadir PTFE a ciegas puede sobrar e incluso complicar el montaje. Por eso primero identifico el sistema y luego decido cómo sellarlo.
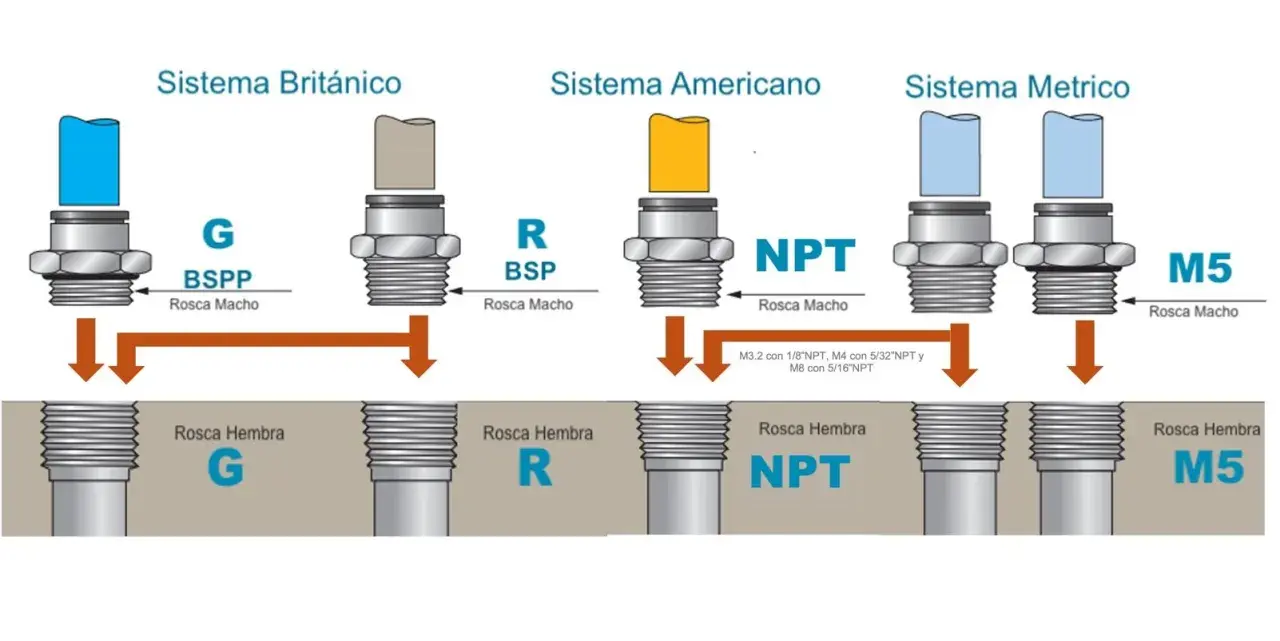
NPT, BSP, BSPT y rosca métrica no se comportan igual
Esta es la parte que más dinero ahorra cuando se entiende bien. Las roscas pueden parecer compatibles a simple vista, pero la geometría cambia lo suficiente como para que una conexión “que entra” no sea una conexión correcta. NPT y BSPT, por ejemplo, comparten la idea de la rosca cónica, pero no el mismo ángulo ni el mismo estándar.
| Estándar | Forma | Cómo sella | Lo que debes recordar |
|---|---|---|---|
| NPT | Cónica, 60° | Por interferencia y sellador | Muy común en EE. UU. y en equipos importados |
| NPTF | Cónica, 60° | Diseñada como dryseal, aunque suele seguir usando sellador | Perfil más ajustado; no la trates como una NPT cualquiera |
| BSPT | Cónica, 55° | Sobre la propia rosca, con sellado auxiliar | Se parece, pero no debe mezclarse con NPT |
| BSPP | Paralela, 55° | Con junta, arandela o O-ring | No sella en la rosca; la unión es distinta |
| Métrica | Normalmente recta, según aplicación | Con O-ring, asiento o junta específica | No asumas compatibilidad por el tamaño aparente |
Lee también: Llave inglesa - ¿Cómo usarla bien y no dañar tuercas?
NPTF, la variante que más confunde
NPTF no es un sinónimo de NPT. Se parece mucho, pero está pensada para un ajuste más seco y una mayor capacidad de sellado por geometría. Aun así, yo no la trato como una licencia para montar sin más: en la práctica, muchos fabricantes siguen recomendando sellador o lubricante para reducir el riesgo de fugas y de gripado. Si el puerto no está pensado para ello, la mejora teórica sirve de poco.
Cuando se entiende esta diferencia, el siguiente error típico se vuelve obvio: no es lo mismo una rosca que aguanta presión que una rosca que realmente está diseñada para sellar.
Los fallos que más fugas provocan
La mayoría de problemas que veo con NPT no vienen de la sigla, sino del montaje. Casi siempre hay una de estas cinco causas detrás:
- Confundir NPT con BSPT o con una rosca métrica. Puede entrar a mano y aun así no ser compatible.
- Usar demasiado sellador. El exceso puede contaminar el circuito o esconder una mala preparación de la rosca.
- Apretar en exceso. Una rosca cónica no mejora por violencia; se deforma antes de sellar mejor.
- Reutilizar piezas castigadas. Si los filetes están dañados, la estanqueidad deja de ser previsible.
- No limpiar restos antiguos. Virutas, cinta vieja o pasta seca arruinan un asiento correcto.
Yo suelo comprobar la estanqueidad después del primer montaje y otra vez tras unas horas de trabajo si el sistema vibra o cambia de temperatura. Es una revisión corta que evita una avería tonta y bastante cara. Y precisamente por eso conviene cerrar el proceso con una comprobación simple antes de comprar el siguiente racor.
La comprobación que yo haría antes de cerrar el pedido
Antes de comprar un racor, un macho NPT o un adaptador, yo reviso cinco cosas: tipo exacto de rosca, tamaño nominal, material, presión de trabajo y forma de sellado. Esa comprobación de medio minuto evita adaptadores improvisados, devoluciones y el clásico “parecía el mismo” que luego termina en fuga.
- Confirma si la conexión es macho o hembra.
- Verifica si el sistema sella en la rosca, con junta o con O-ring.
- Comprueba el tamaño nominal y el paso con galga, no solo con el ojo.
- Elige material compatible con el fluido, la temperatura y la vibración.
- Si el equipo es europeo y la rosca es BSP, no fuerces una conversión dudosa: busca el adaptador correcto.
Si tuviera que resumirlo en una frase práctica, diría que NPT es una solución muy útil en taller, pero solo funciona bien cuando respetas su conicidad, su estándar y su forma de sellado. A partir de ahí, el resto es disciplina de montaje: identificar, medir y no mezclar roscas que se parecen más de lo que realmente son.